Every cannabis brand knows a jar of premium flower is only as good as its aroma. When a consumer opens a package, the burst of myrcene, limonene, and pinene signals either top-shelf quality or a product that spent months on a dispensary shelf. Behind that sensory experience lies a battle against oxygen — one most packaging materials are quietly losing.
Cannabis flower, once harvested and dried, never stops interacting with its environment. Oxygen drives THC oxidation into CBN (cannabinol), which delivers roughly one-third the potency per milligram. Volatile terpenes evaporate or transform, stripping away therapeutic nuance and retail appeal. Standard polyethylene films, the workhorses of flexible packaging, transmit oxygen at 10,000 to 15,000 cc/m²·day. That is a floodgate, not a barrier.
The solution increasingly favored by premium packaging engineers is EVOH (Ethylene-Vinyl Alcohol Copolymer), a high-barrier polymer that delivers oxygen transmission rates below 1 cc/m²·day when properly structured. But EVOH is not a drop-in material. Understanding its chemistry, its limitations, and its evolving recyclability profile is essential for any packaging buyer making spec decisions in 2026.
The Chemistry of Cannabinoid and Terpene Degradation
Why Oxygen Destroys Cannabis Value
The oxidative degradation of cannabis begins at the molecular level. THC undergoes a slow, irreversible conversion to CBN when exposed to oxygen. For a brand selling flower labeled at 25% THC, every percentage point lost to CBN conversion shaves measurable value from consumer satisfaction and repurchase rates.
Terpenes are even more vulnerable. These volatile aromatic compounds — over 140 identified in cannabis — split into mono- and sesquiterpenes based on molecular structure. Monoterpenes such as myrcene, limonene, and α-pinene oxidize fastest due to their high vapor pressure and reactive double bonds. Published studies show monoterpene concentrations can decline by 50% or more within three months in standard polyolefin packaging. Properly oxygen-barrier-packaged flower retains over 85% of its initial terpene profile over the same period.
Quantifying the Damage — OTR and Shelf Life
The relevant metric is Oxygen Transmission Rate (OTR): cubic centimeters of oxygen passing through one square meter of film per day (cc/m²·day) at 23°C. The OTR requirement for cannabis packaging depends entirely on target shelf life.
| Material | OTR (cc/m²·day) | Approximate Terpene Shelf Life |
|---|---|---|
| Standard LDPE (50 µm) | 10,000–15,000 | 2–4 weeks |
| Standard PP (50 µm) | 3,000–5,000 | 1–2 months |
| EVOH co-extruded (high-barrier grade) | 0.4–1.5 | 12–18 months |
| Metallized PET (aluminized) | 0.5–2.0 | 12–18 months |
| Aluminum foil laminate | <0.1 | 24+ months |
For a brand supplying flower through a wholesale chain — cultivator to distributor to retailer to consumer — product can sit in packaging for 4 to 9 months before final purchase. At that timescale, only EVOH or metallized structures provide adequate protection.
Moisture's Role in Degradation Kinetics
Cannabis flower's ideal water activity range is 58–62% relative humidity (RH), typically maintained by humidity-control packets. But moisture accelerates oxidative reactions synergistically: higher water activity speeds hydrolysis of cannabinoid esters and creates a more reactive chemical environment. A film that blocks oxygen but allows moisture vapor transmission will still fail to protect the product over extended periods. Proper EVOH structures address both vectors — oxygen through the EVOH layer, moisture through the outer polyolefin layers that shield the EVOH core from environmental humidity.
EVOH — Structure, Chemistry, and Barrier Mechanism
Why EVOH Blocks Oxygen So Effectively
EVOH is a semi-crystalline copolymer of ethylene and vinyl alcohol. Its oxygen barrier performance derives from strong hydrogen bonding between hydroxyl (-OH) groups on adjacent polymer chains. These bonds create a densely packed crystalline structure with very limited free volume — oxygen molecules cannot diffuse through the crystalline regions at meaningful rates. Permeation occurs only through the amorphous (non-crystalline) regions, which represent a small fraction of total volume in high-barrier EVOH grades.
Commercial EVOH grades range from approximately 27 to 48 mol% ethylene. Lower ethylene content produces higher crystallinity and better barrier performance but reduces flexibility and processability. Higher ethylene content improves moisture resistance and processing window at the cost of some barrier performance. Selecting the right grade depends on the co-extrusion architecture and target OTR for the end application.
The Moisture Sensitivity Paradox
EVOH is hydrophilic. The hydroxyl groups that make it an effective oxygen barrier also attract water molecules. As ambient relative humidity rises, absorbed water disrupts the hydrogen bonding network, increasing free volume and allowing more oxygen through.
The practical impact is dramatic:
| Relative Humidity | OTR of Typical EVOH (32 mol% ethylene) |
|---|---|
| 0% RH | 0.1–0.5 cc/m²·day |
| 65% RH | 1.5–5.0 cc/m²·day |
| 95% RH | 50–100 cc/m²·day |
This sensitivity explains why EVOH is never used as a single-layer film. It must be encapsulated between moisture-barrier layers of polyethylene, polypropylene, or PET in a co-extruded multi-layer structure. The outer layers protect the EVOH core from ambient humidity; the inner layer blocks moisture from the packaged product.
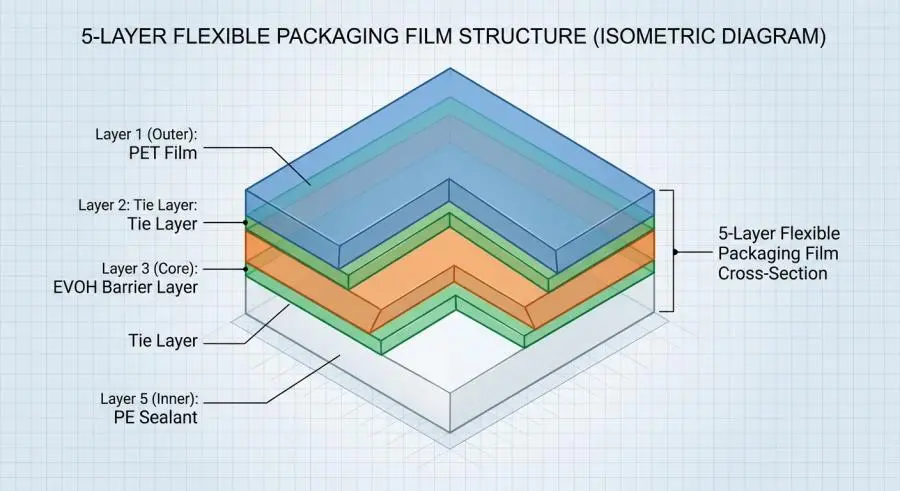
Co-Extrusion Architecture — The Sandwich Solution
A typical high-barrier EVOH film structure for cannabis packaging follows this architecture:
Layer 1 (outer): PET or BOPP (12–20 µm) — structural support, print surface, moisture barrier Layer 2: Adhesive tie layer (maleic anhydride-grafted polyolefin, 3–5 µm) Layer 3: EVOH (5–15 µm) — the oxygen barrier core Layer 4: Adhesive tie layer (3–5 µm) Layer 5 (inner sealant): PE or CPP (30–60 µm) — heat seal, product contact
Tie layers are non-negotiable. EVOH does not bond naturally to polyolefins; without functionalized adhesive resins, layers delaminate during handling or heat-sealing. Maleic anhydride-grafted polyolefins provide the necessary chemical coupling, improving peel strength by 300–400% over untreated interfaces.
Total film thickness typically ranges from 60 to 120 µm depending on the application. The EVOH layer accounts for only 8–15% of total thickness but delivers over 99% of the oxygen barrier performance.
EVOH in Cannabis Applications — Where It Excels
Windowed Display Bags — Visibility Without Sacrifice
Retail cannabis packaging presents a fundamental conflict: consumers want to see the product, but clear windows compromise oxygen barrier performance. EVOH resolves this because it is transparent. A windowed pouch using EVOH in the clear section can deliver OTR below 2 cc/m²·day — competitive with fully opaque metallized pouches — while providing the product visibility that drives retail conversion.

The EVOH layer can be selectively co-extruded only in the window area, reducing material cost while maintaining overall pack performance. Major flexible packaging converters have refined this technique for precisely this use case.
Bulk Storage and Long-Term Vault Preservation
Cultivators and processors storing harvested flower in bulk need packaging that maintains quality for 6 to 12 months or longer. Here, EVOH competes directly with metallized and foil laminates. Its mechanical advantage: EVOH films are more flexible, resistant to flex-cracking (where repeated folding creates pinholes in metallized layers), and easier to convert into large-format pouches.
The cost tradeoff works at scale. An EVOH-based bulk pouch carries a 15–25% premium over standard PE, but the reduction in terpene loss and THC degradation typically delivers ROI far exceeding the material cost — especially for flower at premium price points.
Pre-Roll and Ready-to-Consume Packaging
Pre-rolls present a distinct challenge: ground flower has significantly higher surface-area-to-volume ratio than whole flower, accelerating oxidative degradation. A pre-roll in standard polyolefin packaging can lose 30–40% of its monoterpene content in 30 days. EVOH-based pre-roll tubes and pouches slow this process dramatically.
The smaller format reduces the cost impact. At typical pre-roll tube volumes of 100,000–500,000 units, the EVOH premium adds less than $0.03 per unit — negligible compared to the brand equity protected.
The Sustainability Challenge — Can EVOH Be Recycled?
The Multi-Layer Recycling Problem
The fundamental obstacle is structural: EVOH is chemically different from the polyolefin layers surrounding it. When a mixed-material film enters a mechanical recycling stream, the incompatible polymers separate, creating defects that compromise mechanical properties and appearance. For this reason, conventional multi-layer EVOH films have been classified as non-recyclable in most municipal systems.
The industry has historically accepted this tradeoff — barrier performance at the cost of recyclability. The regulatory and consumer landscape of 2026 is forcing change.
2025–2026 Breakthroughs: RecyClass and SoarnoL
Two developments in 2025–2026 have fundamentally shifted the recyclability picture.
In May 2025, Mitsubishi Chemical Group announced that its SoarnoL™ EVOH resins received recognition from The Association of Plastic Recyclers (APR) and pre-qualification for How2Recycle Store Drop-off labeling in multi-layer PE films containing up to 15 wt% SoarnoL™. This was followed in October 2025 by RecyClass Technology Approval for multi-layer PE films containing up to 10 wt% SoarnoL™ EVOH — exceeding the typical 5 wt% threshold European recycling guidelines had set as the limit for EVOH compatibility with PE recycling.

The key is Soaresin™, a specialized recycling compatibilizer. Added at concentrations up to 3 wt%, Soaresin™ improves EVOH dispersion within the PE matrix during recycling, enabling the recycled material to maintain mechanical properties required for high-value applications such as blown films at up to 25% recycled content.
Kuraray, the other major EVOH producer, achieved ISCC PLUS certification for its EVAL™ production facility in Texas in December 2025, enabling certified renewable and circular feedstocks in EVOH manufacturing.
Practical Implications for Cannabis Brands
These certifications do not mean any EVOH-based cannabis pouch can be labeled recyclable. The RecyClass approval applies specifically to PE-based structures with SoarnoL™ EVOH at ≤10 wt%, using appropriate tie layers and compatibilizers. Brands seeking recyclable barrier packaging should:
Require suppliers to document film compositions that meet APR or RecyClass recognition criteria
Verify total EVOH content stays within the approved threshold (typically ≤10 wt%)
Confirm compatibilizer technology (Soaresin™ or equivalent) is included
Include clear on-pack disposal instructions aligned with the applicable certification
Comparative Analysis — EVOH vs. Alternative Barrier Technologies
EVOH vs. Metallized PET (Mylar)
Metallized PET — commonly called Mylar in the cannabis industry — is the incumbent barrier material. It delivers OTR of 0.5–2.0 cc/m²·day, comparable to EVOH, with excellent UV light protection. Metallized films block nearly 100% of visible and UV light, which matters for cannabinoid photodegradation.
But metallized PET has three structural disadvantages. It is opaque — consumers cannot see the product. The metallized layer is susceptible to flex-cracking: repeated bending creates microscopic fractures that create oxygen pathways, reducing effective barrier performance over the package lifecycle. And metallized films are generally not recyclable — the aluminum coating cannot be separated from PET in conventional recycling processes.

EVOH wins on transparency, flex-crack resistance, and a path to recyclability. Metallized PET retains advantages on UV protection and cost at high volumes.
EVOH vs. Aluminum Foil Laminate
Aluminum foil provides the ultimate oxygen barrier, with OTR below 0.1 cc/m²·day. For long-term vault storage (12+ months) or products bound for extreme environments, foil laminates remain the gold standard.
But foil laminate is heavy, inflexible, and carries the highest carbon footprint per square meter of any flexible packaging material. Aluminum production is energy-intensive, and foil laminates cannot be recycled through conventional film recycling streams. For the vast majority of cannabis applications — where target shelf life is 6 to 12 months — EVOH provides sufficient barrier at substantially lower environmental and material cost.
EVOH vs. PVdC Coated Films
Polyvinylidene chloride (PVdC) was historically the standard high-barrier coating. Its chlorine content has drawn increasing environmental scrutiny: PVdC can form hydrogen chloride and dioxins during incineration. Regulatory pressure in Europe and parts of North America has driven a steady shift toward EVOH and oxide coatings (SiOx, AlOx).
Most major flexible packaging converters have reduced or eliminated PVdC capacity, and EVOH has captured the majority of new barrier film development projects.
Specifying EVOH Packaging — A Practical Guide for Buyers
Key Questions to Ask Your Packaging Supplier
When evaluating EVOH-based packaging, procurement teams should ask:
What is the specific EVOH grade and ethylene content? A 32 mol% grade offers a different barrier profile than 44 mol%.
What is the confirmed OTR of the total film structure under real storage conditions, including ambient humidity effects?
Is there third-party terpene retention test data with cannabis flower at your target shelf life?
Are tie layer materials food-contact compliant under FDA 21 CFR or EU 10/2011?
If recyclability is a priority, does the structure meet APR or RecyClass composition requirements?
Balancing Cost vs. Performance
EVOH adds $0.02 to $0.08 per pouch compared to standard PE, depending on film size, EVOH layer thickness, and volume. The premium is justified when:
The product commands a premium price where terpene preservation directly affects retail margin
The supply chain requires 6+ months from packaging to final sale
The product is exposed to temperature fluctuations during distribution
The brand has made recyclability commitments that metallized films cannot satisfy
Testing and Validation — Don't Trust, Verify
Standard testing protocols include:
OTR testing per ASTM D3985 — oxygen transmission rate under controlled conditions
Terpene retention testing via GC-MS headspace analysis — quantifies individual terpenes over time
Real-world shelf-life trials — 3-month, 6-month, and 12-month checkpoints comparing terpene and cannabinoid profiles against baselines
Conclusion
EVOH barrier films represent the best intersection of performance, cost, and emerging sustainability for premium cannabis packaging in 2026. The material delivers OTR below 1 cc/m²·day — more than 10,000 times better than standard polyethylene — while maintaining the transparency that enables retail product visibility and the flexibility that prevents flex-cracking failures common in metallized structures.
Successful EVOH specification depends on understanding its moisture sensitivity and designing the co-extrusion architecture accordingly. A properly encapsulated EVOH layer, protected by outer moisture barriers and secured with appropriate tie layers, delivers consistent barrier performance through the full product lifecycle.
The sustainability landscape is shifting decisively. RecyClass approval of SoarnoL™ EVOH at up to 10 wt% in PE films, combined with APR recognition and How2Recycle pre-qualification, provides a clear technical pathway to recyclable high-barrier packaging. Brands that adopt certified EVOH-compatible structures now will be ahead of the regulatory curve as extended producer responsibility (EPR) schemes expand across North American markets.
For packaging buyers evaluating options in 2026: specify EVOH where the product demands it, verify with test data rather than supplier claims, and partner with converters who document material compositions against recognized recyclability standards. The science of terpene preservation is well understood. The packaging just needs to keep up.
References:
- Mitsubishi Chemical Group (2025). SoarnoL EVOH Receives RecyClass Technology Approval
- Mitsubishi Chemical Group (2025). SoarnoL EVOH APR Recognition and How2Recycle Pre-qualification
- ElephChem (2026). EVOH: The High-Barrier Polymer Revolutionizing Modern Packaging
- Red Dot Packaging (2026). Are Barrier Films Meeting 2026 Shelf-Life Demands?
- GZ Best Pack (2026). Selecting Odor-Proof Cannabis Packaging Materials in 2026
- Research and Markets (2026). Cannabis Packaging - Global Strategic Business Report

















